1. مواد
اصلي مواد: EPS + فومینګ اجنټ + شعله retardant (د پیرودونکي اړتیا سره سم)
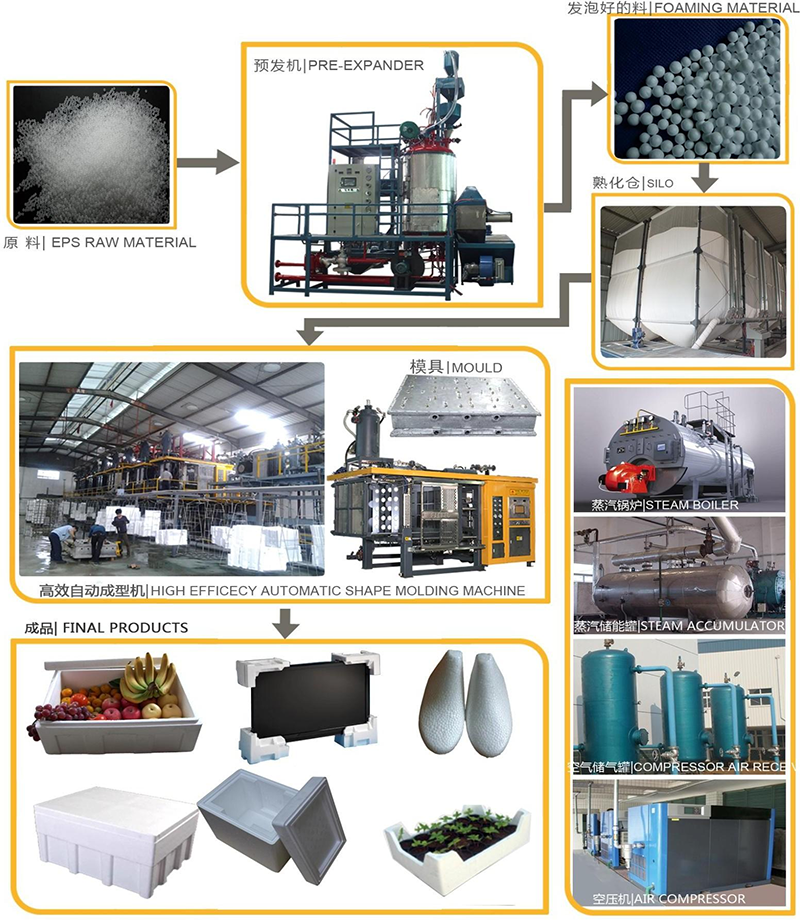
2. د پروسې پیژندنه
A. اچول او فوم کول: د مچیو خام مواد چې د فومینګ اجنټ (پینټین) لري په هوپر کې واچوئ او په اتوماتيک ډول د اتوماتیک بیچ پری فومینګ ماشین کې تغذیه کړئ. د دې پروسې په جریان کې، پولیمر ذرات چې د فومینګ اجنټ لري د بخار تودوخې لاندې نرمیږي، د فوم کولو تودوخه شاوخوا 100 سانتي ګراد ده، او د فومینګ اجنټ بې ثباته کیږي. په پایله کې د هرې مالګې دننه پراخول دي، ډیری حجرې جوړوي. او منحل شوي حجرې جوړوي، پدې پروسه کې، مچۍ باید منحل او آزاد جریان پاتې شي.
B. وچول: مڼې د فوم مایع شوي وچولو بستر له لارې وچیږي، او د تودوخې درجه د 50 سانتي ګراد په شاوخوا کې کنټرول کیږي.
C.Curing: وچ شوي خام مواد د انډول شوي ډرافټ فین لخوا د درملنې سیلو ته معرفي کیږي، او د ځان تودوخې درملنه شاوخوا 6 ساعته ده. د درملنې وخت په سمه توګه د بهرنۍ تودوخې سره سم تنظیم شوی. د بیرته راګرځیدو سره، هوا د حجرو د غشا له لارې د حجرې دننه ته ننوځي، ترڅو په حجره کې فشار د بهرني فشار سره متوازن وي. دا به د ویښتو مخکی موزونه لچک وړ کړي.
D. د انجیکشن مولډینګ: مخکې جوړ شوي موزونه د بخار په واسطه تودوخه کیږي، او د تودوخې وروسته پراخیږي ترڅو فشار رامینځته کړي. په دې وخت کې، پولیمر نرموي او بیا پراخوي، او د مچیو ترمنځ تشه ډکوي ترڅو یو بشپړ بلاک جوړ کړي ترڅو د پلاستيکي فوم شوي محصول جوړ کړي.
E. Cooling and demoulding: دا د ویکیوم یا فین په واسطه شکل کیږي
یخ کول، او د شکل ورکولو وروسته، د فشار شوي هوا اغیز ځواک د محصول د ښه ډیماډ کولو لپاره کارول کیږي. د ایستلو وروسته ، د پلیټ وزن څرګندیږي ، او پلیټ د فورک لیفټ لخوا د درملنې ګودام ته لیږدول کیدی شي یا د درملنې لپاره د لیږدونکي بیلټ لخوا مستقیم د درملنې ګودام ته واستول شي.
F.Aging: د درملنې وخت څخه یوه اونۍ وروسته ، د لوی پلیټ دننه ذرات مستحکم کیږي ، او د پیرودونکي لخوا اړین اندازې سره سم پرې کیدی شي ، او د درملنې شوي پلیټ اندازه به بدلون ونلري.
جی کټ
کمپیوټر په اوتومات ډول تار تنظیموي ، د کټ کولو لوړ درستیت
د لوړ کټ کولو موثریت سره د بینزین بورډ وایبریشن پرې کول
د اتومات لوړ درجې او د تولید لوړ موثریت
د پوسټ وخت: دسمبر-29-2023